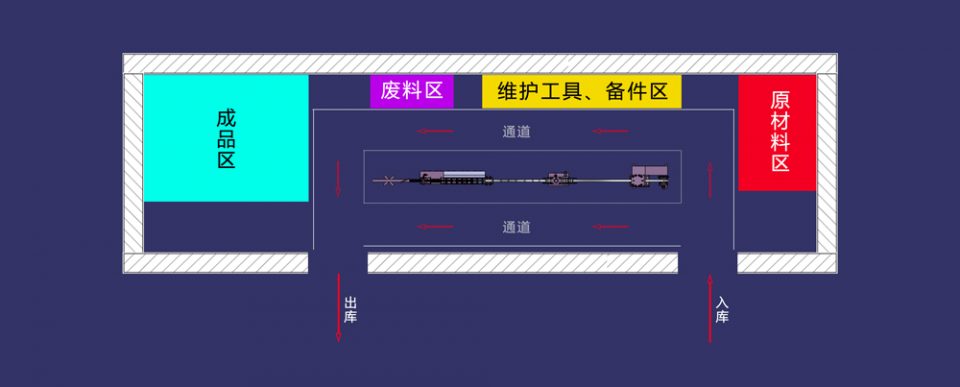
一、冷弯型材生产(chǎn)車(chē)间布局思路:
為(wèi)了冷弯成型机的稳定运行,也為(wèi)了以后使用(yòng)过程中(zhōng)不再进行二次调整(再次调整比较麻烦,在水、電(diàn)、气都已经布局好的情况下更改比较麻烦),所以冷弯型材生产(chǎn)車(chē)间必须要有(yǒu)一个合理(lǐ)的布局,太多(duō)的空间浪费不利于厂房合理(lǐ)利用(yòng),太窄的空间又(yòu)不利于生产(chǎn)效率的提高。為(wèi)了客户能(néng)更好的运营,我们提供以下思路供参考:
1、方便原材料进库(且靠近开料机方便上料)
2、成品仓库,仓库位置应方便成品出库,包装(zhuāng)材料車(chē)间,以及成品质(zhì)量检测室。
3、合理(lǐ)的生产(chǎn)活动空间,方便员工(gōng)生产(chǎn),备够叉車(chē)等生产(chǎn)工(gōng)具(jù)的活动空间。
4、维修、维护冷弯成型生产(chǎn)線(xiàn)所需要的空间,备件區(qū)(如轧辊,模具(jù),维护维修工(gōng)具(jù))
5、水、電(diàn)、气应有(yǒu)规划合理(lǐ)地布局,应埋地或走天花(huā)。
6、备有(yǒu)废料堆放空间。
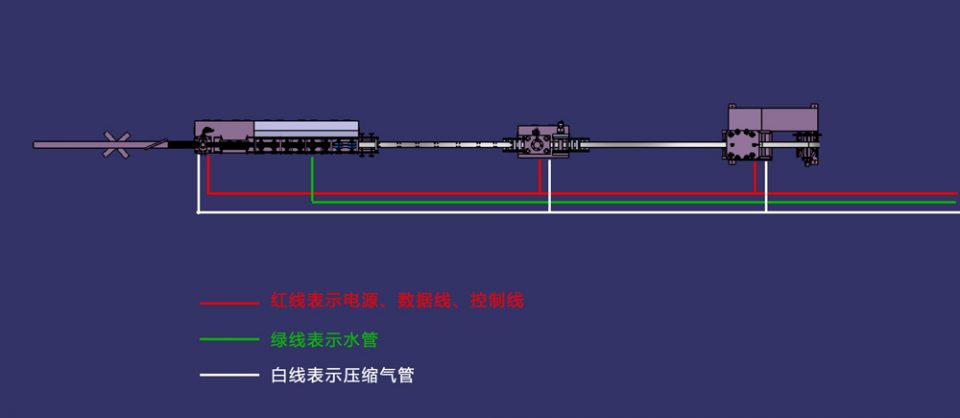
二、水、電(diàn)、气線(xiàn)路布局。
冷弯成型生产(chǎn)線(xiàn)通常会用(yòng)到電(diàn)和压缩空气,有(yǒu)时候有(yǒu)些设备生产(chǎn)速度要求较快,或者要生产(chǎn)的冷弯型材原材料较厚的,可(kě)能(néng)会用(yòng)到水冷却系统。因此,客户应根据设备需要合理(lǐ)布局水、電(diàn)、气線(xiàn)路。
水、電(diàn)、气布局要点:
1、每个套冷弯成型生产(chǎn)線(xiàn)用(yòng)電(diàn)应独立線(xiàn)路,避免过载导致设备损坏。每个線(xiàn)路应从主電(diàn)控柜独立接出来,且每条線(xiàn)路应安(ān)装(zhuāng)自动与手动切断开关。
2、水、電(diàn)、气布線(xiàn)最好使用(yòng)走天花(huā)、或者埋地方式(管道沟的上方应使用(yòng)厚钢板覆盖,以保证重型生产(chǎn)工(gōng)具(jù)从上方压过时安(ān)全)。
3、在布置水、電(diàn)、气管道前,可(kě)向冷弯成型机生产(chǎn)厂家索取水、電(diàn)、气管道的排線(xiàn)布局图。
三、冷弯成型机的地基要求
安(ān)装(zhuāng)冷弯成型生产(chǎn)線(xiàn)的地基厚度应达到150MM以上,特别是配套有(yǒu)冲床的生产(chǎn)線(xiàn),如果地基不牢固,使用(yòng)久后地面会塌陷或倾斜。
四、冷弯成型机的安(ān)装(zhuāng)摆放
冷弯成型生产(chǎn)線(xiàn)上的各个机构应安(ān)装(zhuāng)在一条基線(xiàn)上(基線(xiàn)从冷弯成型机轧辊第一组与最后一组中(zhōng)心点拉出),并且每个机构要水平安(ān)装(zhuāng)。最终安(ān)装(zhuāng)效果应如下图示意.
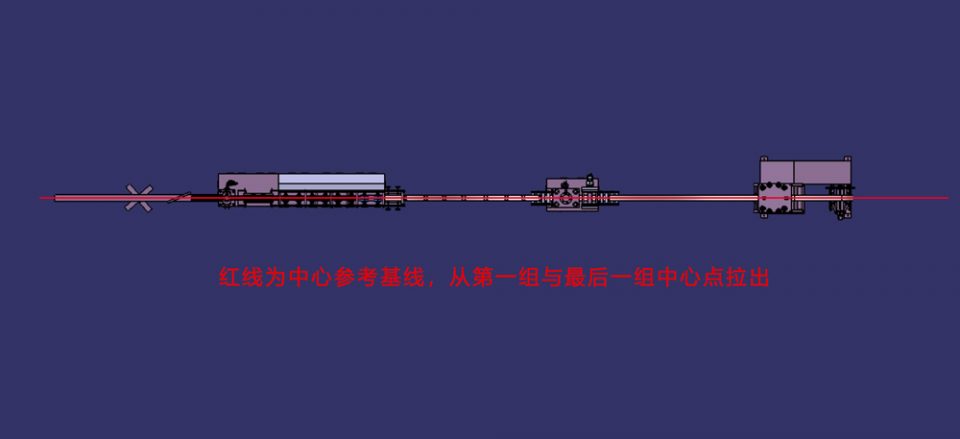
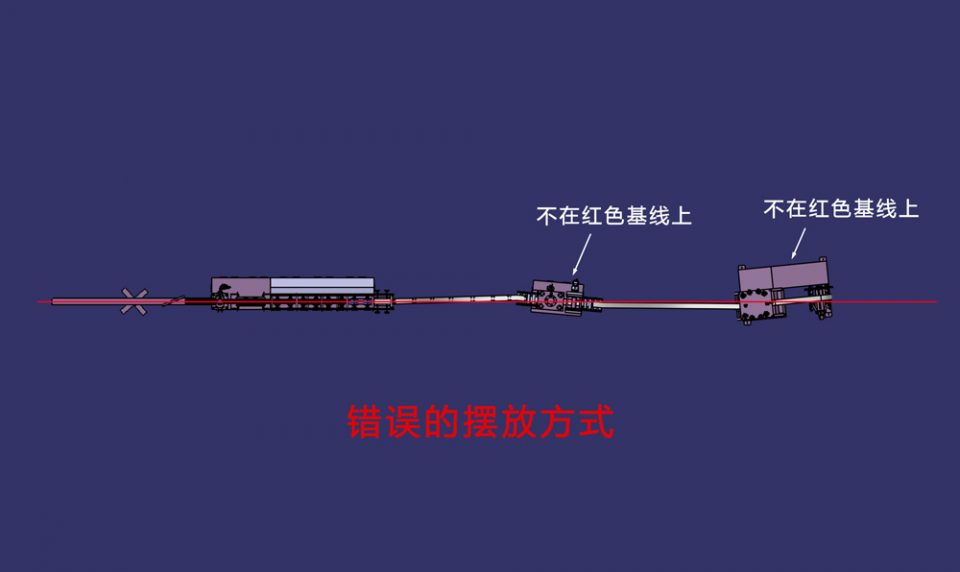
开料机、整平机不按要求安(ān)装(zhuāng)可(kě)能(néng)出现的问题:板带拉起皱,特别是薄料或者铝料。
冲孔机不按要求安(ān)装(zhuāng)可(kě)能(néng)出现的问题:冲孔偏、起波、卡料等。